
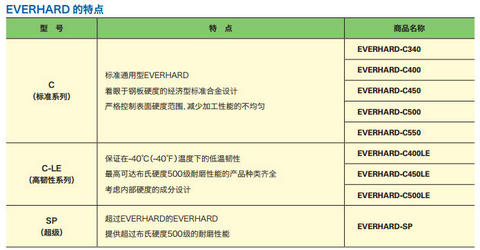
JFE 鋼鐵從 1955 年開始在日本國內率先生產耐磨鋼板“EVERHARD”。從此,EVERHARD 產品在產業機械以及土木建筑機械、礦山機械以及農業機械等領域得到廣泛應用。當前,EVERHARD 已被視為實現客戶滿意度不可缺少的產品。
為了高質量地完成折彎加工
本文總結了有關折彎半徑、溫度、加工速度等折彎加工條件和表面形狀等基本方面的加工指南,旨在安全、經濟、放心地進行 EVERHARD 的加工。
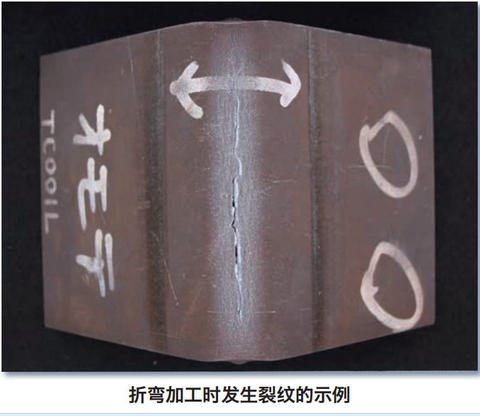
耐磨鋼板與一般的結構用鋼板相比,強度和硬度較高,延伸率較低,因此在進行折彎加工時,對折彎半徑以及切斷面的質量等需要選擇適當的折彎加工條件。折彎加工是采用機械加壓至鋼板的屈服點以上,通過加工產生塑性變形使形狀發生變化,加工時在鋼板外表面產生的加工變形隨著板厚的增加和折彎半徑的減小而增大。作用于鋼板外表面的加工變形超過鋼板的允許變形限值時將發生折彎裂紋,鋼板的機械特性、折彎方向、板材寬度、端面及表面狀況以及加工溫度等對是否會發生折彎裂紋將產生影響。
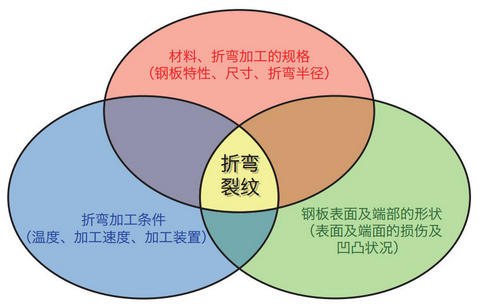
發生折彎裂紋的條件模式如下圖所示。鋼板自身的特性、進行折彎加工的尺寸和折彎半徑以及鋼板表面及端面的形狀、折彎加工的環境等也會造成影響。
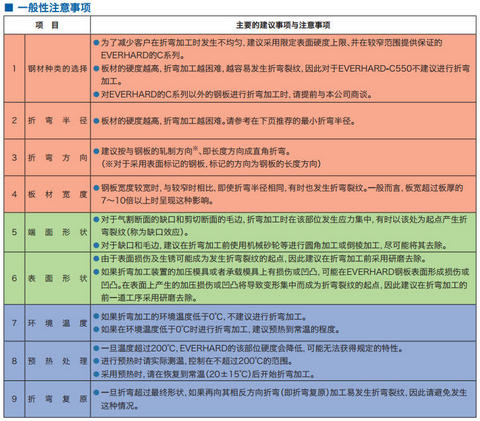
按不同要因將一般性注意事項進行整理如下頁所示。
折彎加工時的檢查項目
最小折彎半徑指南
對 EVERHARD 的折彎加工推薦的最小折彎半徑(曲率)因鋼材的等級和折彎方向而有所不同。最小折彎半徑的指南如下表所示。
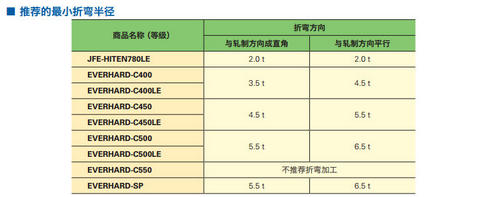
※ 推薦的最小折彎半徑是各等級的 EVERHARD 不發生裂紋的折彎半徑限值的大致標準。例如,將板厚為 20mm 的EVERHARD-C400 按與軋制方向成直角折彎時,根據上表,3.5×20 = 70mm,因此請選擇大于該半徑的折彎半徑。
